caonguyennui86
Junior Member
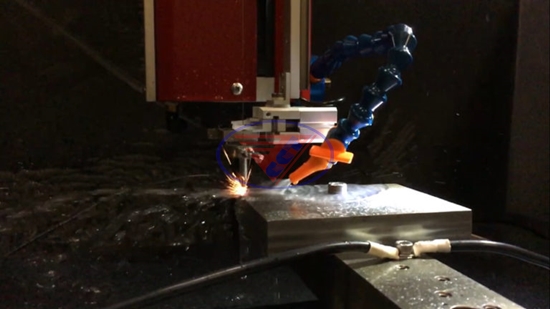
Máy xung điện EDM - Máy gia công tia lửa điện CNC
Trong công đoạn gia công, dụng cụ và yếu tố là hai điện cực trái dấu, trong đấy phương tiện là catốt, chi tiết là anốt của một nguồn điện 1 chiều với tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. hai điện cực này được đặt trong dung dịch bí quyết điện được gọi là chất điện môi. lúc cho 2 điện cực tiến lại sắp nhau thì giữa chúng có điện trường. lúc điện áp nâng cao lên thì từ bề mặt cực âm với những điện tử phóng ra, tiếp diễn tăng điện áp thì chất điện môi giữa 2 điện cực bị ion hóa làm chúng phát triển thành dẫn điện, làm cho xuất hiện tia lửa điện giữa hai điện cực. nguyên lý hoạt động của máy xung điện Nhiệt độ ở vùng mang tia lửa điện lên cực kỳ cao, sở hữu thể đạt nơi 12.000oC, làm nóng chảy, đốt cháy phần kim khí trên cực dương. Trong giai đoạn phóng điện, xuất hiện sự ion hóa cực mạnh và tạo phải áp lực va đập vô cùng lớn, đẩy phoi ra khỏi vùng gia công. đầy đủ quá trình trên xảy ra chỉ cần khoảng vô cùng ngắn từ 10-4 đến 10-7s. Sau ấy mạch trở lại tình trạng ban đầu và khi điện áp của tụ được nâng lên đi mức đủ để phóng điện thì giai đoạn trên lại diễn ra tại điểm mang khoảng bí quyết sắp nhất.
Phôi của công đoạn gia công là các giọt kim khí bị tách ra khỏi những điện cực và đông đặc lại thành các hạt nhỏ hình cầu. lúc các hạt này bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực to lên, sự phóng điện ko còn nữa. Để đảm bảo thời kỳ gia công liên tục, người ta điều khiển điện cực công cụ nơi xuống sao cho khe hở giữa hai điện cực là không đổi và ứng mang điện áp nạp vào tụ C.
Ưu nhược điểm
điểm mạnh
– Dung sai với thể đạt dưới 1µm (0.001)
– Gia công được các vật liệu mang độ cứng tùy ý (ngay cả hợp kim Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel)
– sở hữu thể gia công đa dạng biên dạng phức tạp và ko gây biến dạng các thành mỏng
– Gia công phóng điện là thời kỳ không tiếp xúc và không công dụng lực, vô cùng phù hợp để gia công các chi tiết dễ tan vỡ. máy xung điện edm Điều này toàn bộ bất khả thi đối sở hữu những cách truyền thống
– Gia công những lỗ mang tuyến đường kính siêu nhỏ, các lỗ sâu có tỉ số chiều dài trên phố kính lớn.
– Do sở hữu dầu trong vùng gia công buộc phải bề mặt gia công được tôi trong dầu
Nhược điểm
– Phôi và điện cực đều là nguyên liệu dẫn điện
– Tốc độ gia công thấp. Phôi trước khi gia công EDM thường cần qua giai đoạn thô trước.
– Nhiệt độ tại vùng làm việc cao bắt buộc mang thể gây biến dạng nhiệt trong một vài giả dụ.
Trong công đoạn gia công, dụng cụ và yếu tố là hai điện cực trái dấu, trong đấy phương tiện là catốt, chi tiết là anốt của một nguồn điện 1 chiều với tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. hai điện cực này được đặt trong dung dịch bí quyết điện được gọi là chất điện môi. lúc cho 2 điện cực tiến lại sắp nhau thì giữa chúng có điện trường. lúc điện áp nâng cao lên thì từ bề mặt cực âm với những điện tử phóng ra, tiếp diễn tăng điện áp thì chất điện môi giữa 2 điện cực bị ion hóa làm chúng phát triển thành dẫn điện, làm cho xuất hiện tia lửa điện giữa hai điện cực. nguyên lý hoạt động của máy xung điện Nhiệt độ ở vùng mang tia lửa điện lên cực kỳ cao, sở hữu thể đạt nơi 12.000oC, làm nóng chảy, đốt cháy phần kim khí trên cực dương. Trong giai đoạn phóng điện, xuất hiện sự ion hóa cực mạnh và tạo phải áp lực va đập vô cùng lớn, đẩy phoi ra khỏi vùng gia công. đầy đủ quá trình trên xảy ra chỉ cần khoảng vô cùng ngắn từ 10-4 đến 10-7s. Sau ấy mạch trở lại tình trạng ban đầu và khi điện áp của tụ được nâng lên đi mức đủ để phóng điện thì giai đoạn trên lại diễn ra tại điểm mang khoảng bí quyết sắp nhất.
Phôi của công đoạn gia công là các giọt kim khí bị tách ra khỏi những điện cực và đông đặc lại thành các hạt nhỏ hình cầu. lúc các hạt này bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực to lên, sự phóng điện ko còn nữa. Để đảm bảo thời kỳ gia công liên tục, người ta điều khiển điện cực công cụ nơi xuống sao cho khe hở giữa hai điện cực là không đổi và ứng mang điện áp nạp vào tụ C.
Ưu nhược điểm
điểm mạnh
– Dung sai với thể đạt dưới 1µm (0.001)
– Gia công được các vật liệu mang độ cứng tùy ý (ngay cả hợp kim Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel)
– sở hữu thể gia công đa dạng biên dạng phức tạp và ko gây biến dạng các thành mỏng
– Gia công phóng điện là thời kỳ không tiếp xúc và không công dụng lực, vô cùng phù hợp để gia công các chi tiết dễ tan vỡ. máy xung điện edm Điều này toàn bộ bất khả thi đối sở hữu những cách truyền thống
– Gia công những lỗ mang tuyến đường kính siêu nhỏ, các lỗ sâu có tỉ số chiều dài trên phố kính lớn.
– Do sở hữu dầu trong vùng gia công buộc phải bề mặt gia công được tôi trong dầu
Nhược điểm
– Phôi và điện cực đều là nguyên liệu dẫn điện
– Tốc độ gia công thấp. Phôi trước khi gia công EDM thường cần qua giai đoạn thô trước.
– Nhiệt độ tại vùng làm việc cao bắt buộc mang thể gây biến dạng nhiệt trong một vài giả dụ.